

Reduced to £5.00 plus £2.50 p&p
Engineering Up-date March 2016
Submitted by Kevin West on 14 April, 2016 - 14:39
Locomotive Frame Assembly
Work continues on the construction of The Unknown Warrior at number of locations.
Following on from the fitting of the Bogie at Tyseley on 4th February, work has continued on preparations to fit the Valve and Cylinder Liners.
Following successful machining of the Valve Liner castings they were finally shrunk into the cylinders on the morning of Friday 18th March. Each cylinder has a Valve Liner fitted at each end of the Valve Chest containing the steam ports machined into it. The liners are fitted precisely along the length to ensure the steam ports are in the correct position in relation to the Valve Heads. A special jig had been manufactured to hold the liner and ensure it was slid into the Valve Chest to the correct depth.

One of the Valve Liners in its positioning jig, ready to be placed in the liquid nitrogen. Photo – Kevin West
Each liner is machined to have a 0.002”-0.003” interference fit in the valve chest. The cylinder is warmed with a gas torch and the liner is immersed into a tank of liquid nitrogen which brings the liner down to -196 degree C. As the liner cools it shrinks slightly, nominally by 0.0018” for every inch in diameter, so a total of 0.018” for our 10” diameter liners. The cylinder block will also expand slightly which gives an easy slide fit into the bore for the chilled liner.

Warming the RH Outside Cylinder with a gas torch. Photo – Kevin West

One of the Valve Liners is cooling in the liquid nitrogen in front of The Unknown Warrior. Photo – Kevin West
Once in position the liner will return to room temperature, expanding back and gripping inside the cylinder block. Normally this takes a couple of minutes before the liner ‘grabs’ onto the cylinder block, so speed is of the essence in case there is a problem with the fit and correct positioning in the valve chest. There was no such problem with our liners and the whole job was completed within a couple of hours. The hours of measuring, checking and precision machining had all paid off.

LH Outside Valve Liners in position in the cylinder showing the positioning jig ensuring the liner is at the correct depth. Photo – Kevin West
Once the locomotive had settled the distances for the steam port openings were measured and recorded ready for the assembly of the Valve Heads.

In position with the jig removed. Photo – Kevin West
The following week the Valve Liners were bored to finished size ready for when the Valve Assemblies are fitted. The liners are bored to final size after fitting to ensure they are concentric to each other.
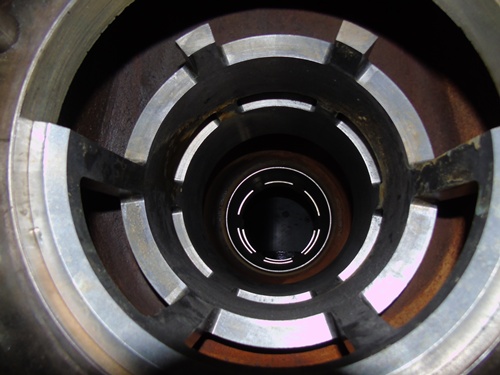
Looking through the RH valve chest showing tne Front & Rear Liners in position. Photo – Kevin West
The Cylinder Liner castings have proved more problematical with voids and cavities in the castings. We now hope to have three sound castings and the first two have been machined to finished size on the diameters and are due to have the ports machined in in the next couple of days. The final casting is due to be machined over the next week.
Following the Valve Liner boring The Unknown Warrior returned to Llangollen as a 4-6-0on Thursday 24th March. A welcoming committee of project members were there to see it unloaded from the road transporter, followed by being shunted from the reception road into the shed by BR Standard 4MT tank 80072, the first time it has been moved by steam.
The Unknown Warrior’s Bogie wheels touch Llangollen metals, 24th March 2016. Photo – Kevin West

The Chief Engineer gives a helping shove to get The Unknown Warrior off the final few inches of ramp at Llangollen, 24th March 2016. Photo – Colin Hall

Chief Engineer Kevin West gives a smile after guiding 80072 to buffer up to 45551at Llangollen, 24th March 2016. Photo – Gavin Shell

80072 gently moves 45551 through the yard at Llangollen, 24th March 2016. Photo – Gavin Shell

45551 safely back in the shed at Llangollen, receives attention of the welcoming committee, whilst work continues on the Tender Frames by our volunteer gang. 24th March 2016. Photo – Kevin West
To see a short video of 45551 being shunted by 80072 try this link to the projects Facebook page:-
https://www.facebook.com/The-LMS-Patriot-Project-260229588683/videos
The replacement Stretcher 4 casting has been returned to the machinist for some remedial repairs to some dimensional errors. Corrective work has been agreed and it is due back at Llangollen for fitting to the Frame Assy in the middle of April.
The locomotive has been stabled in front of the Tender Frames in the shed at Llangollen, where it will now stay until completion. The locomotive is due to be lifted off the Driving Wheels and Bogie in the next week to enable access to the chassis for the next stages of the build.
Once the Frames are leveled and set up on the stands back in the workshop work will start on assembling parts to hand to the Frame Assembly. These include the Sandboxes and Reverser Shaft Trunnions.
Brake System and Lubrication System
Design work and drawings have been finished for the locomotive Brake Gear. The Crossbeams, Pull Rods, Adjuster, plus associated Pins, Bushes and Cottars have been sent out for quotation and orders placed for manufacture.
The design of the Brake Cross Shaft under the Cab, is being investigated to see if it can be manufactured as a welded up assembly rather than the original casting.
Refurbishment of the Locomotive & Tender Brake Cylinders from 8F 48518 continues at Harco Engineering.
Design work focus on the chassis has now returned to the lubrication system. The overhaul of the large, 16 feed, Mechanical Lubricator at the Great Central Railway, Loughborough is almost complete. The smaller 8 feed unit will move to Loughborough for similar attention in the next couple of weeks.
Design work for the lubrication pipework runs, fittings and clips continues.
Pistons, Valves and Motion
Work is progressing on the procurement and manufacture of the remaining Inside Valve Gear parts. The Eccentric for the Inside Motion along with all the associated bolts, nuts and cotters, is at Llangollen after machining at Harco ready to fit to the Crank Axle. The Eccentric Sheaf Halves have been machined as a matched pair up to the point where the 2 halves are split by CMS Cepcor. The associated Pins are also finished machined.

The Eccentric Sheaf Halves at CMS Cepcor waiting to be split. Photo – Kevin West
Llangollen Railway Engineering are continuing the manufacture of the Coupling Rod Bushes and Brasses.
The pins, nuts and other parts required for the Big End assembly have been finished byCMSCepcor.
Cad work and drawings for the Inside Eccentric Rod has been completed and the order has been placed with CMS Cepcor.
Drawings to obtain quotations to machine the Big End Bearing castings are being finalized.
The new Inside Crosshead casting was moved to Tyseley, but will now move to CMS Cepcor for initial machining before returning to Tyseley for finishing.
Drawings for the Gland and Stuffing Box parts for the Piston Rods and Valve Rods are in progress to enable manufacture.
The Piston and Valve Head castings are at Tyseley ready for machining. Tyseley will also produce the Piston and Valve Rods to supply complete assemblies ready to fit to the locomotive.
Replacement Cylinder Relief Valve Body castings are still awaited from the foundry. Once to hand they will be sent for machining.
We await delivery of the castings for the valve spring holders. The valves will be ordered next.
Bogie
The completed Bogie is at present under the locomotive. Once the chassis is taken off its wheels the bogie will be stored in the works and will have the attention of our volunteer painting gang, particularly on the wheels to bring them up to the standard achieved on the Driving Wheels. The Bogie is expected to be available for inspection on our members day in June.

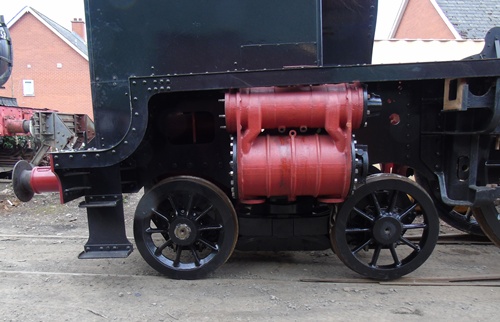
The completed Bogie Frame at Tyseley Locomotive Works. Photo – Kevin West
Boiler
The Firebox Doorplate is being formed at Tyseley Locomotive Works during the second week of April 2016. The boiler plate is bolted to a large cast forming block which is the shape of the inside of the finished plate. A section of the plate is heated with gas torches until it is red hot and then hammered with large wooden mallets against the former. The plate soon looses the heat, so the process has to be repeated many times to produce the finished plate. Our Doorplate will take three days to for and consume over £3000 worth of gas.
![]()
The Outer Firebox Doorplate blank bolted to the former block at Tyseley Locomotive Works. Photo – Kevin West

The Outer Firebox Doorplate being formed at Tyseley Locomotive Works. This view shows the top corners have been formed with just the right hand flange waiting to be knocked down. The row of gas bottle in the background illustrates just how much is needed for the plate forming. Photo – Kevin West

The Outer Firebox Doorplate top corners being heated before the next stage to hammer it down over the former. Photo – Kevin West

This view from the bottom shows the left flange fully formed. Photo – Kevin West
The four cast forming blocks for the Outer Throatplate were delivered to Tyseley from the foundry on 11th April. After a little preparation work it is expected the plate will be formed by the end of the month ready for delivery to LNWR Heritage Crewe. The Throatplate is the most complicated plate in the boiler assembly. It forms the joint from the front of the basically rectangular firebox to the round barrel section. An added complication is that the front of the firebox is not straight, it has a step of 8” below the barrel.
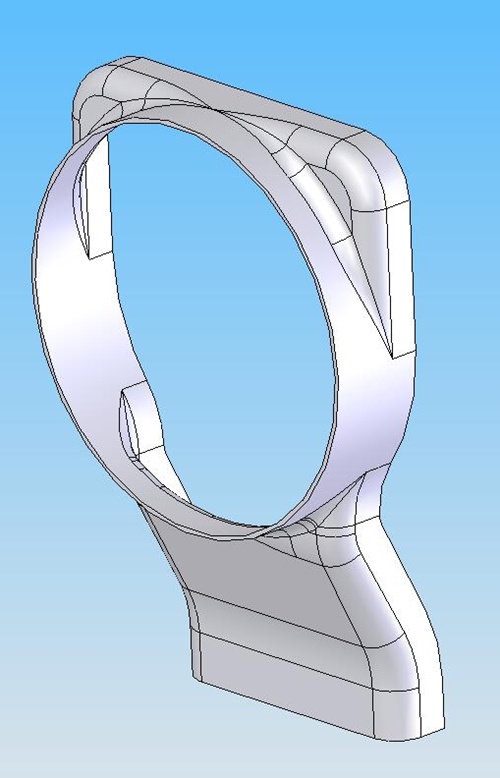
CAD image of the Outer Throatplate showing the complicated form. Cad image – Kevin West
Due to the shape our Throatplate will be formed in 4 pieces and welded together.

The formers are negative shapes for either inside or outside of the desired shape. This view shows the back of the block that will be used to create the flange for the barrel joint in the circular cut out. Photo – Kevin West

This is the inner former for the lower section. The step will be pressed into the plate and after forming the barrel flange on the block shown above the side flanges are formed here. The top section block is to the right. The former underneath is a Doorplate for a large GWR 4-6-0. Photo – Kevin West
The Boiler Barrel sections have been assembled at LNWR Heritage,Creweand are being drilled ready for riveting.

Boiler barrel assembly underway at LNWR Crewe. The two barrel sections have been assembled and the dome hole cut. Photo – Gavin Shell
Work is continuing on the Inner Firebox Assembly with the plates being drilled ready for a start to be made on riveting the plates together.

Inner Firebox assembly underway at LNWR Crewe. Photo – Gavin Shell
A meeting has been arranged between the projects engineering team, LNWR Heritage and our boiler inspectors, to finalise the design and establish production methods for certain components of the boiler. This includes the dome design. We will also establish the agreed build plan and inspection requirement to cover the final stages of the boiler build up to completion.
Tender
Work on the refurbishment on the Tender Frames has been completed by Rowlescourt Engineering and they returned to Llangollen on Wednesday 16th March. On arrival they were placed on a rail mounted trolly to keep them mobile. The following day our volunteer painting gang started work on bring them up to the high standards they have set.

The Tender Chassis following refurbishment at Rowlescourt Engineering. Photo – Neil Kinsey

The Tender Frames being loaded onto the road transporter at Rowlescourt Engineering on 16th March. Photo – Kevin West
A start has already been made by Llangollen Engineering to replace a number of rivets that have wasted heads and preparatory work to rivet the Drag Boxes into the Frames. The Rear Buffer Beam was removed as part of this work which showed up the Outer Rear Drag boxes between the Inner and Outer frames at the rear of the chassis have suffered from much more corrosion than previously had been seen. It was decided to replace these completely and the profiled plates have been ordered ready to be welded at Llangollen.
This has also shown up the adjacent areas of the main frames have also suffered localised wastage and we have decided these will also be replaced similar to work already undertaken at the front of the frames. This discovery is slightly disappointing as the chassis was surveyed by our VAB and whilst at Rowlescourt and this work was not highlighted.
Work on preparing the axleboxes has begun with a hunt for a pattern for the bearing brasses. We have been contacting the various groups with Fowler 3500 gallon tenders to see if anyone has a pattern we can borrow?
Design work on the new tank which will be of welded construction with dummy rivets is continuing taking into consideration the requirements for new main line running regulations.
Future Work Planning
Future work on the locomotive at Llangollen is expected to include permanent fitting of the growing number of finished parts.
A start will also be made on the lubrication pipework.
Patriot Central
Design work has been undertaken on a number of pc’s since the project started. My latest machine was a re-engineered Dell laptop which replaced my old desktop machine a couple of years ago. The laptop was really useful to take onto the shop floor and for visits to suppliers. We had been thinking of replacing this with a new pc and also updating the software for a while. Following a hard disc failure on my laptop in February, an order was placed for a new laptop and the latest version of SolidWorks CAD software. Due to my back up procedure no work was lost due to the failure apart for time during the repair.
My desk at Patriot Central with my old desktop pc, the project’s new laptop and my Dell laptop. Just about room for the tea mug but no room for the cats! Photo – Kevin West

