

Reduced to £5.00 plus £2.50 p&p
Engineering Up-date - October 2016
Submitted by Kevin West on 13 October, 2016 - 21:56
Locomotive Frame Assembly
Work continues on the construction of 'The Unknown Warrior' at number of locations.
The construction of a machine of the complexity of 'The Unknown Warrior' is always bound to bring up its share of issues, problems and challenges. The period since the last report was posted has been one of the most challenging and frustrating so far, as well as also seeing major progress on various sections of the locomotive build. Increasing time has been spent on chasing or supporting suppliers, or liaising between contractors that are working on the same parts or systems. Without this effort the parts do not get made.
Work on the chassis at Llangollen has slowed over the summer for a variety of reasons. Holidays and transfer of staff onto other locomotives while waiting for parts to be available have all contributed. Things have now returned to normal with Arwell and Chris now working on the Patriot full time. We have enough work to keep them fully employed well into 2018!
One of the delays mentioned above has been in respect of the Main Driving Wheel Springs. As reported previously the springs purchased in the early days of the project were of the Jubilee design. Unfortunately, this design has been found to be unsuitable for the Patriot. The original drawings for the Patriot springs have not survived, so a lot of investigation work has been undertaken with our suppliers and a decision made that springs based on the Black 5 class will be fitted. A trial spring was to be made and supplied as a test piece before the other 5 were made. We had expected the trial part to be supplied in a couple of weeks, which has turned into almost 3 months due to a variety of reasons at the suppliers which are totally out of our control. This delay has not actually delayed any of the assembly of the locomotive, but it is work that could have been undertaken during the period. The trial spring is now at Llangollen and will be installed in the next couple of weeks. Assuming this is successful the remaining 5 will be manufactured and fitted.
Another issue has been the drilling of the Slide Bar bolt holes for the inside cylinder motion in Stretcher 4. A company that had previously completed a lot of work for Llangollen Engineering had quoted to do the necessary work and the part was readied for dispatch. When the Stretcher had not been collected after a couple of weeks, it was discovered the company had sold the milling machine required to do the work! On discovery of this an alternative company had to be found and we are pleased to report that the work has been completed and the Stretcher in now installed in the frames and work on final fitting is underway.
The final machining on the Motion Girders has also been completed and they are ready for final fitting to the chassis. The Expansion Line Bushes along with their special bolts have been trial fitted to the Motion Girders as well. The Bronze Bearings that fit inside the Bushes have been machined and will be delivered to Llangollen soon.

Motion Girder showing Expansion Link Bush fitted. Photo – Kevin West
One job required before this can happen is the riveting of the platforms to the framework above. The rivets have been on order for several weeks, but are still awaited delivery to Llangollen. Once they arrive a working party will be called together to get them fitted as quickly as possible. This will also allow a start on mounting the Lubricators as well at fitting the Motion Girders.
Another job that has taken considerably more time than anticipated is the fitting of the Cylinder Liners. This was originally contracted to Tyseley Locomotive Works to be completed along with the Valve Liners in the early part of the year. Due to the many problems we encountered while obtaining sound castings the locomotive returned to Llangollen with an agreement that Tyseley staff would fit the Cylinder Liners at Llangollen once they were available. Once the Liners were finally available Tyseley were unable to supply staff at Llangollen due their own workload. This meant we had to look for an alternative contractor to oversee the installation.

The Front Buffer Beam has been removed to allow easy access to the cylinders. The Liners can be seen in the foreground. Photo – Kevin West
After contacting several and going through all the technical data and requirements Llangollen Railway Engineering along with former CME Dave Owen offered to undertake the work. Although several locomotives have had liners fitted at Llangollen they have all been done by sub-contractors so this was a new venture for Llangollen Engineering. Once again the data was inspected, the cylinders and liners measured several times to ensure the liners were typically 0.008” larger than the cylinder bore to result in the correct interference after fitting.

The team go through a dry run in manoeuvring the liner into position. Photo – Oakwood Visuals
Finally, on 12th October the liners were successfully fitted to all 3 cylinders in a very smooth operation. Midland Cryogenics Ltd provided the liquid nitrogen and expertise to freeze the liners down to -196 degrees C.

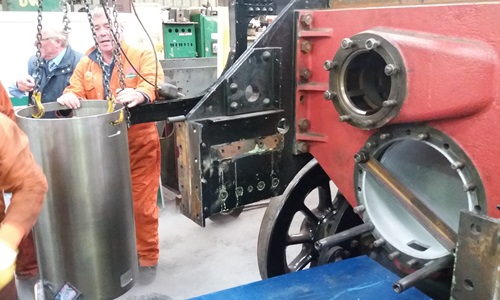
A liner in the nitrogen bath before being filled with Nitrogen. The inner drum is there to reduce the amount of liquid nitrogen used. Photo – Kevin West

The bath being filled with Nitrogen. Photo – Kevin West
This make the liners shrink by 0.035” on the outside diameter. Once down to temperature they were lifted out of the tank and moved into position and slid into the cylinder bore by the Llangollen Engineering team.
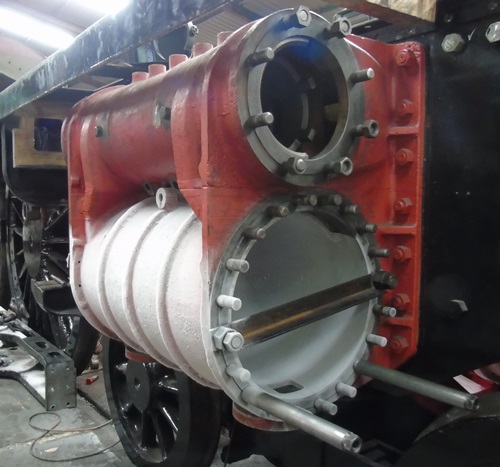
The Inside Cylinder following fitting the liner. The retaining bars are fitted to stop the liner creeping in the bore as it warms up. The right hand liner can be seen in the background being prepared to be lifted into the liquid nitrogen bath. Photo – Kevin West
The completion of this work allows the Rear Cylinder Covers to be finally installed and the Slide Bars to be fitted and lined up. This in turn allows measurements to be taken for the machining of the Crossheads.
The right hand Cylinder following fitting the liner. The cylinder casting has frosted due to the freezing of the liner. Photo – Kevin West

Just another day in the office! Chief Engineer Kevin West and Llangollen Railway CME, Graham Elwood reflect on a job well done following fitting of the cylinder liners. Photo – Oakwood Visuals
Brake System and Lubrication System
Dave Owen the recently retired former Llangollen Railway CME has joined the project as a member and has agreed to take on the task of fitting the lubrication system to the locomotive as well as keeping an eye on construction in general. Recently completed for this work are all the brass oil boxes and lids castings plus the mounting brackets. The castings are now being machined ready for fitting to the chassis.

The Oil Box castings before machining. Photo – Kevin West

The Oil Boxes and Brackets. Photo – Kevin West
We have also made a start of acquiring all the many fittings required for the lubrication system. These include the Non-Return Valves fitted to the Piston Rod and Valve Rod glands on the Cylinder Covers and various adaptors for where the pipes fit into the cylinders.

One of the oil feed fittings temporarily fitted to the LH Cylinder, 12th October 2016. Photo – Kevin West

A selection of the Lubrication system fittings, Llangollen works 12th October 2016. Photo – Kevin West
The Atomiser for the Cylinder Lubrication system is being manufactured at Tyseley Locomotive Works.

The Atomiser body being machining at Tyseley Locomotive Works. Photo – Kevin West
Manufacture of the locomotive Brake Gear components continues with the Crossbeams and Pull Rods almost finished and due to be delivered to Llangollen in the next couple of weeks. The Bridles are already at Llangollen.

The Brake Cross Beams at CMS Cepcor, September 2016. Photo – CMS Cepcor
The Brake Cross Shaft under the Cab, will be a casting and final design work is underway. It is expected that this will be put out for quotation and casting in the next month.
Refurbishment of the Locomotive & Tender Brake Cylinders from 8F 48518 continues at Harco Engineering.
Pistons, Valves and Motion
Work is progressing on the procurement and manufacture of the remaining Inside Valve Gear parts.
Machining of the Big End Bearing castings has been completed at CMS Cepcor. These are now being fitted into the Big End Strap to complete the Inside Connecting Rod Assembly. All the other parts have also been machined by CMS and will move to Llangollen as a single unit once complete. Only the white metaling of the bearings is required at Llangollen to complete this assembly.
An order has been placed for the manufacture of the two Outside Eccentric Rods by CMS Cepcor.
An order has also been placed with Robert Stephenson & Sons of Manchester for the manufacture and supply of the Return Cranks.
Quotations are out for the Main and Intermediate Reverser Shafts.
Work is also underway on the final design of the Piston Rods and Valve Rods.

The Piston castings at Tyseley Locomotive Works. Photo – Kevin West
Drain Cock Gear & Cylinder Relief Valves
The design of the Drain Cock Operating Gear is complete and drawings for all parts have been created. Orders have been placed for all the Crank and Lever castings required and quotes are being obtained for all the Operating Rods, Pins, collars and associated parts.
On the Cylinder Relief Valves, the Valve Bodies have been machined, the Valve Cage castings are to hand and Quotations for the Valve castings are being obtained.
Boiler
The Firebox Doorplate was returned to Tyseley Locomotive Works for some remedial work following a trial fit to the Outer Firebox Wrapper. This has been completed and the Doorplate is now back at LNWR Heritage Crewe.
Forming the Throatplate has started at Tyseley Locomotive Works with the four pieces due to have been delivered to LNWR Heritage Crewe by the end of the month.

A section of the Throatplate ready to be formed at Tyseley Locomotive Works. Photo – Kevin West
The Firebox Strengthening Plates have been delivered to Crewe.
The foundation ring has been moved from the LNWR Heritage boiler shop at Crewe Heritage Centre to the Locomotive Services works at the former Crewe Diesel Depot for welding, which is in progress. The Inner firebox assembly is also at the diesel depot and it is expected that the assembled boiler barrel and Outer Firebox Wrapper will also move there in the coming weeks.
Once the four pieces of the Throatplate are delivered all the major pieces for the boiler will be on site and enable a start to be made on assembling the Outer and Inner fireboxes, before the barrel is attached.
The Dome and the Dome Cover castings have been ordered following design approval from our boiler inspection and approval company.
Final design for the mounting of the 8F regulator is underway. The regulator unit itself is presently on the Chief Engineer’s patio for measurement and will be returned to Crewe for refurbishment soon.
We have also established the build plan and the inspection requirements to cover the final stages of the boiler build up to completion.

The Regulator from 8F 48518 which is to be used in 'The Unknown Warrior'. Behind is the 8F J Pipe which is unfortunately not suitable for use in 'The Unknown Warrior'. On the floor is a Horn Guide casting from Great Eastern Railway 0-4-0ST No.209. Photo – Kevin West
Smokebox
A start has been made on the design of parts required inside the Smokebox.
The Main Steam Pipes, which carry the steam from the boiler to the Cylinders have been drawn up and quotations are being obtained for their manufacture. The base pieces which are castings have been ordered. The main pipes are very complicated shapes and the pipe is a size that is no longer a standard size. We are investigating the manufacture along with a number of locomotive groups that also require these pipes to pool manufacturing experience.
The design of the Superheater Header has been finalized and quotations obtained for the casting. The original was cast in grey Cast Iron, but our insurance company have suggested we use Cast Steel. After much scanning of boiler standards a suitable steel grade has been found and an order for the pattern and casting will be raised soon.
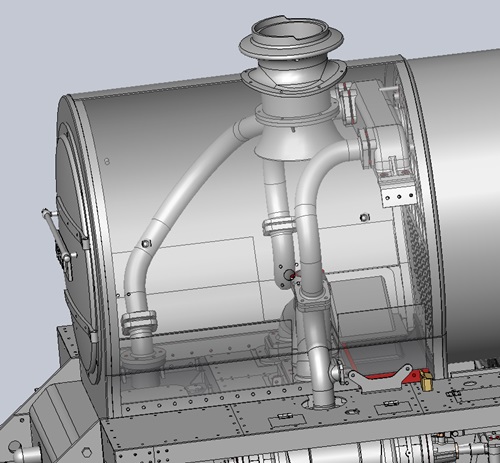
A CAD image of the smokebox showing the 3 Main Steam Pipes and the Superheater Header mounted on the Boiler front Tubeplate. Photo – Kevin West
The base of the Smokebox has a floor of plates that interlock around the exhaust pipes from the cylinders. Cast seal pieces sit on the floor sheets and but up to the exhaust pipe flanges. These Exhaust Seals have been cast and are away for machining.

The Smokebox Floor Plates. Photo – Kevin West
Tender
Work on the refurbishment on the Tender Frames continues. The replacement Outer Frames are being prepared for attachment to the refurbish Inner Frame Assembly. This work will be undertaken as fall back work from the Locomotive Chassis is required over the coming months.

The tender chassis. Photo – Kevin West
The order for the Tender Axlebox brasses is about to be placed. Once delivered they will be machined ready for wheeling the chassis.
Design work for the tender tank is in hand. We need to get the proposed changes approved by our approvals body before detailed drawings are prepared and quotations obtained for the profiling and delivery of the plate work.
Future Work Planning
Future work on the locomotive at Llangollen is expected to include permanent fitting of the growing number of finished parts.

Llangollen Works 12th October 2016. Photo – Kevin West

