

Reduced to £5.00 plus £2.50 p&p
Engineering Up-date - July 2017
Submitted by Kevin West on 4 August, 2017 - 20:26
Locomotive Frame Assembly
Work continues on the construction of The Unknown Warrior at number of locations.
Following the decision by LNWR Heritage to end all sub-contract work, the workload for the engineering team has increased substantially. This has impacted in several areas, including the time that would normally have been spent compiling these engineering updates. I hope that the workload will reduce in the coming months so the frequency of the reports will become more frequent.
Locomotive Frame Assembly

The Unknown Warrior, with most of the LH valve gear fitted. 8th July 2017.. Photo – Kevin West
Work has continued on a number of fronts over the last few months.
The main focus of work has been around the manufacture and fitting of the motion for both inside and outside engines. As a result of these efforts we were able to temporarily install most of the LH side Valve Gear for inspection on Members Day, 8th July, the most complete looking original Patriot chassis since the end of 1962.
At Llangollen the Coupling Rods have had their bearings machined and fitted, which enabled the Coupling Rods to be fitted to the locomotive in early July. The 2 Outside Crossheads were returned to Llangollen from Tyseley in the smokebox of 6880 Betton Grange after its appearance at the Tyseley June open day. This will enable the fitting work required for fitting to the slide bars. Once this has completed they will return to Tyseley for fitting to the Piston Rods.
On the Connecting Rods work is in progress on manufacture of the bearings ready for fitting. Temporary bushes were made to enable the LH rod to be in position for display as Members Day on 8th July.
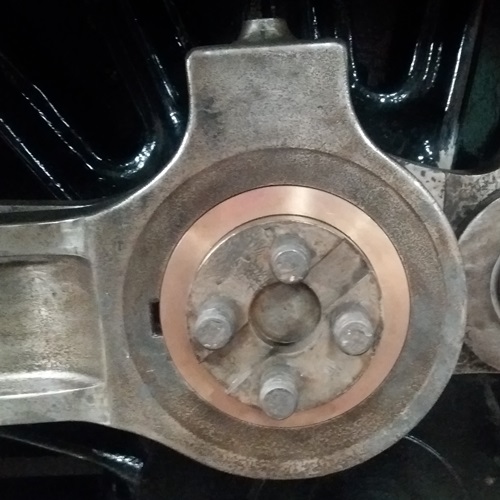
The LH Connecting Rod Big End in position with a temporary bearing on 8th July. Photo – Kevin West
Work is also underway on the Expansion Links and Bearings preparing them for final fitting when required. The Mounting Trunnions for the Inside Motion Expansion Links are ready for fitting to the stretcher.

The Inside Reverser Shaft Bracket and one of the Inside Expansion Link Trunnions. Photo – Kevin West
The Main Reversing Shaft Bearing Mountings, there are 4 across the locomotive have been fitted to the chassis with the aid of a bar to as act a dummy Reverser Shaft. We are experiencing delays for some machining work from several suppliers. This is due to an effect being blamed on Brexit! At lot of our engineering suppliers do our work at preferential rates, using up spare capacity on their machines that would otherwise be idle. Due to the favorable exchange rate between the pound and Euro our suppliers are at present very busy will very little spare capacity to undertake our work. The Main Reverser Shaft is an example of this. The castings are at CMs Cepcor awaiting machining at present.
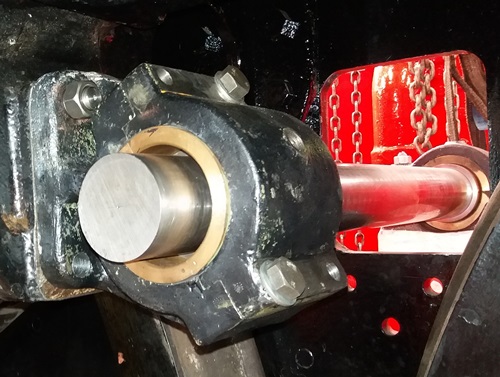

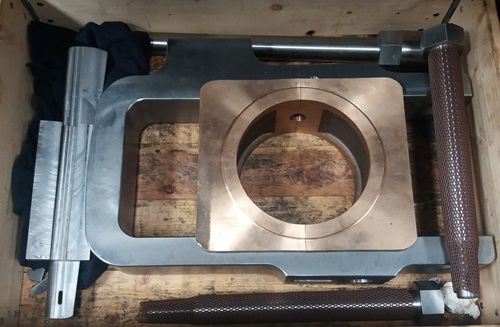
2 views of the Main Reverser Shaft Outer Trunnions in position. The Inner Trunions can be seen through the square hole in the Frame Plate, with the 3 mounting holes below. Photos – Kevin West
At the front of the chassis, the Front Buffer Beam has been re-fitted with fitted bolts, making it easier to remove for servicing and access to the Inside Cylinder in the future. Above the Inside Cylinder the Smokebox Floor Plates and Seals around the Cylinder exhaust flanges have been fitted. A lot of hand fitting was required to get the plates to be a good snug fit to the Cylinder castings. Additional work is still required to finish the Seal to flange fit.


2 views of the Smokebox Floor Plates in position. Photos – Kevin West
Recently delivered to Llangollen are all the pieces of the Cylinder Clothing and End Covers.

The Cylinder Clothing Sheets on arrival at Llangollen. The Main Sheets for the Outside Cylinders are in the top center, with their end bands to the right. Below and left are the Outside Top Sheets with the Outside Bottom sheets to the right on top of the sheets for underside of the Inside Cylinder. Photo – Kevin West

The Cylinder End Covers on arrival at Llangollen. The 5 covers split in half with the large cutout in the centre are for the Hind end of each Cylinder. There are 5 sets as 3 are in Mild Steel to be painted for normal use and 2 sets in Stainless Steel which will be burnished and polished for fitting to the Outside Cylinders when we finish the loco in exhibition finish. There are also 2 sets for the front of the loco. In the foreground are the 2 Splashers for behind the Outside Cylinders. Photo – Kevin West

8th July 2017. Photo – Kevin West
Boiler
Following on from receiving the news that LNWR Heritage were not going to complete our boiler in May a large amount of work has been undertaken to find a new supplier. As a first stage we sent out letters of interest to 14 possible contractors with details of the current progress on each component. At first we were only asking for an expression of interest in completing the work. Of the 14 contacted 2 did not reply and 5 replied saying they were not in a position to help due to either the size of the boiler or not having capacity in their workshops within our desired timescale.
That left us with 7 possible contractors, who were then provided with a 25 point build plan and asked to provide an estimate of man hours and cost for each stage. These replies are now all to hand with one exception which is due next week. One of the contractors has replied that on further thought they would not be in a position to help, so we are left with 6 estimates to investigate. Over the next couple of weeks, the team will assemble and start the next stage. I anticipate we will be selecting 2 or 3 contractors to go into more detailed discussions before a final selection is made.
As reported last time LNWR Heritage Crewe had promised to complete the welding and testing of the Throatplate and the riveting of the Inner Firebox by the end of June.


The Throatplate following completion of welding at LNWR, Crewe. Photos – Jordan Leeds
The Throatplate has been completed as seen in the picture above, but the Firebox has only been moved into the workshop this week!
Design work for the Ashpan and linkage for the Damper Doors has been started. This has shown up the need for a 4 feed Oil Tray to lubricate the linkage under the cab floor. The drawings have been completed for this tray and its associated lid and the patterns and castings ordered.
Brake System and Lubrication System
Work continues to complete the locomotive Brake system. Recent effort has concentrated on the Brake Cross Shaft Bracket, which is mounted under the Drag Box beneath the Cab. The plate work had to be returned to the supplier for rectification as the bends were not correct. This has been corrected and the assembly riveted up and work is underway to drill the mounting holes under the Drag Box.
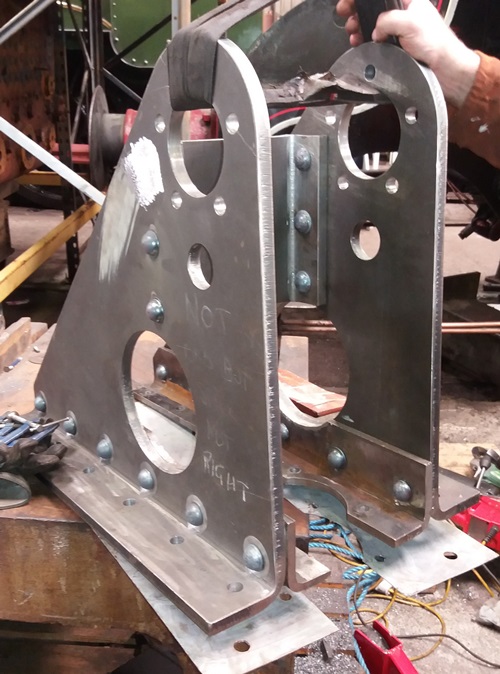
The Brake Cross Shaft Bracket after riveting. Photo – Kevin West
The Brake Cylinder had been promised for delivery at the beginning of July, but now is stated as end of August! Once to hand this can also be installed under the Drag Box.
The Brake Cross Shaft has been ordered and delivery is expected in early September.
On the lubrication system, all parts of the Lubrication Drive Gear have been delivered to Llangollen and a start made on painting and fitting. All the Oil Pots have been fitted in preparation for the installation of the pipework, which is ongoing.

Oil Boxes mounted on the right platform. Photo – Kevin West
Refurbishment of the original 9” Tender Brake Cylinder from 8F 48518 continues at Harco Engineering.
Pistons, Valves and Motion
Work is progressing on the procurement and manufacture of the remaining Inside Valve Gear parts.
Good progress in being made at CMS Cepcor on the manufacture of several pieces of motion work to their usual high standard. These include the Intermediate Reach Rod, Inside Combination Lever, Inside Crosshead with associated Gudgeon Pin, Nut and Drop Link.

Inside Crosshead at CMS Cepcor. Photo – Kevin West

The flank cut blank for the Intermediate Reach Rod and the new Inside Combination Lever at CMS Cepcor. Photo – Kevin West
Also at CMS Cepcor work is underway on manufacture of Union Links for both Inside and Outside motion. We have one original for the outside, which was fitted for display at Members Day. CMS are also making an Inside Union Link for 45596 Bahamas at the same time.
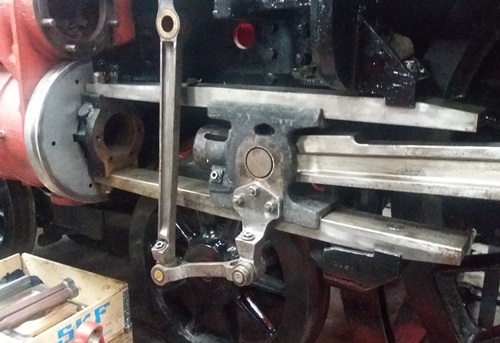
LH Valve Gear as displayed at Members Day 8th July 2017. Most of the parts seen here are refurbished Jubilee class parts. Photo – Kevin West

A Union Link undergoing machining. Photo – Kevin West

Union Links under manufacture at CMS Cepcor. The original at the bottom is from 45596 Bahamas. Photo – Kevin West
The Axlebox felt pads have been delivered to Llangollen from storage at Tyseley and will be fitted into the Main Driving Axleboxes.

An Axlebox Bearing Lubrication pad. Photo – Kevin West
All parts for the Inside Connecting Rod Assembly moved to Llangollen at the end of June from CMS Cepcor. Work has started on white metaling of the Big End Brasses and final assembly of the Connecting Rod assembly.

Inside Big End Brasses undergoing white metalling. Photo – Kevin West
Inside Big End Brasses Pins and Cotters. Photo – Kevin West
A start has been made on the final assembly of the Inside Eccentric Rod Assembly. The Eccentric Sheaf’s have been prepared for white metaling prior to final machining.

Eccentric Strap Rear prepared for white metaling. Photo – Kevin West

Eccentric Strap Front prepared for white metaling. Photo – Kevin West

Eccentric Strap Front fitted with the fixing bolts for the Eccentric Rod. Photo – Kevin West
Work continues on the final design of the Piston Rods and Valve Rods.
A quotation for the Inside Radius Rod is in progress. This is the final motion part required for the locomotive.
Manufacture of the Cab Reverser unit continues at Harco Engineering.
Drain Cock Gear, Cylinder Relief Valves & Sanding Gear
All parts for the Drain Cock Operating Gear from the Cab to the Outside Cylinders have been delivered to Llangollen and painting is in progress. Some parts have already been fitted to the chassis.

Drain Cock Gear parts on delivery to Llangollen. Photo – Kevin West

Drain Cock Cranks and Pins on delivery to Llangollen. Photo – Kevin West
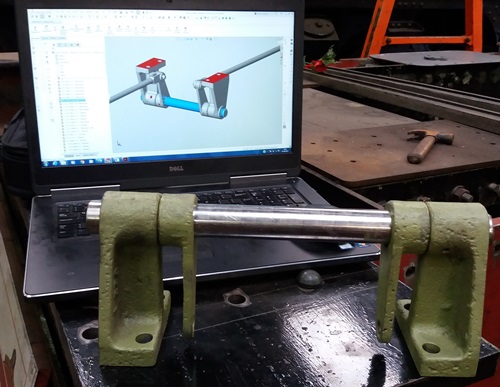
From computer screen to reality. Photo – Kevin West

In position under the Platform. Photo – Kevin West
The Rear Sandboxes have been mounted on the Platforms and Sand Traps fitted ready for the delivery pipes to be installed. Sanding Gear Brackets and mounting plates and Sand guns have also been fitted.
Also delivered along with the Cylinder Clothing were the 2 Splashers that fit over the Rear Bogie axle, behind the Outside Cylinders.
Tender
Little work to report on the tender as the major effort has been on the locomotive chassis.
The new Rear Buffer Beam and Frame Stretchers have been delivered.
Future Work Planning
Areas of existing design work include, Boiler Cladding Sheets, Cab Footplate structure and Tender Tank.
Life with the Project
We recently had a visit by a group from the Alsager branch of the Royal British Legion. The group had a ride on the morning train before visiting the locomotive at lunchtime whilst it is much quieter in the works. Group visits can be arranged depending on availability of tour guides. Please contact the office for details.

Members of the Alsager branch of The Royal British Legion visit The Unknown Warrior at Llangollen, June 2017. Photo – Kevin West
Members Day
We always try to show members as much as possible during Members Day which means moving parts from storage for display etc. This all takes time and considerable effort so for some of us means travelling up to Llangollen after work on Thursday evening.

Time to rest on Thursday evening after a days work, followed by driving up to Llangollen and setting up camp! Photo – Kevin West!
Apart from moving several very large and heavy locomotive parts into position for display, this year the team had another task to complete, assembling the beer and pint glass packs. All the various components, 1000 bottles of Treble Five One ale, 300 5551 engraved pint glasses and specially printed packaging, had been delivered to Llangollen in the days leading up to the Friday before Members Day. It took a team of 4, myself, my partner Jo, Andy Collinson and Pete Sikes four hours to assemble the boxes and fill with 2 bottles and a glass.

Joanne Baddock reminds us there is only another 299 to do! Andy Collinson takes a photo of the first completed beer pack while Pete Sikes records the occasion for prosperity! Photo – Kevin West!
The 300 finished packs were then moved to the station in 2 trips of the works van and loaded onto the train ready for the Saturday. On Saturday, after the train had finished running all the unsold stock then had to be moved back to the shed and subsequently moved off site to secure storage. Of course we had to be sure the beer was of good quality to sell to members on the Saturday, so a small tasting was held on Friday evening back at camp, all in the name of quality control you understand!

Andy Collinson and Kevin West about to conduct a quality control test on the Treble Five One ale! Photo – Joanne Baddock

