

Reduced to £5.00 plus £2.50 p&p
Engineering Update - July 2019
Submitted by Kevin West on 5 September, 2019 - 20:04
Work on The Unknown Warrior has continued at various location since the last report.
Chassis
At Crewe Heritage Centre we have continued undertaking inspection and rectification work on the chassis and running gear. Despite moving into the former LNWR Heritage Boiler Shop the facilities we had at our disposal and the possibility of a forthcoming move to the new contractor’s premises, have meant progress has not been as speedy as we had planned.

The chassis of 5551 in the Boiler Shop, Crewe Heritage Centre. Photo – Kevin West
It had been planned to lift the locomotive to inspect the leading and trailing Axleboxes to see if they had similar damage to the Centre Axleboxes due to insufficient lubrication while being shunted at Llangollen. This was planned for the week after the Open day on 8th June which many members attended. Unfortunately, this was postponed for a variety of technical and logistics reasons and it has now been decided to do this inspection once the locomotive moves to the West Shed. It will save a huge outlay in hired in lifting equipment and also allow the West Shed staff to inspect the chassis in more detail while it has been lifted. There are also much better facilities at West Shed to enable more extensive repairs to be made if required that we could have easily done at Crewe, such a re-metaling and machining.
While the locomotive is lifted at the West Shed the Bogie will be run out and also lifted from its wheels to check the Axleboxes as they are also showing signs of contamination from workshop grime whilst at Llangollen which will need to be removed. The whole bogie will be cleaned whilst it is out from under the locomotive. Also to be tackled then is the fitting of the Cylinder Relief Valves and Drain Cocks for the Inside Cylinder.
The locomotive chassis will also be cleaned as much as possible whilst off its wheelsets to remove accumulated grime.
Nigel Day has completed installation of the Lubrication system and started on the pipework relating to the steam supply for the Sanding Gear. The cast Tee Pieces for the steam supply have been cast and will be sent for machining in the near future. The sand delivery pipes produced by Llangollen were badly formed with many kinks and dents. They have been removed to be used as patterns for replacement parts.
The Steam Brake Cylinder had been temporarily bolted to the Drag Box under the Cab for transport from Llangollen. Studs are being designed to allow final fitting.
Away from Crewe, the Engineering Team, along with other board members, have been spending a huge amount of hours working on a number of very time consuming activities. These included preparing documentation and attending meetings associated with the selection of the contractor to take the locomotive to completion. Another very time consuming task is the documentation relating to the re-work and rectification of work undertaken at Llangollen. While the first task is now complete with the selection of the Princess Royal Class Locomotive Trust as the contractors to take the locomotive to completion, the negotiations and paperwork with Llangollen are ongoing and I expect will continue for some time to come before a satisfactory conclusion is reached. These tasks have meant time to undertake design work and drawing creation has been limited, so the output from the design office has been much lower than planned for the last few months.
Motion
The Coupling Rods and Connecting Rods are at Statfold Engineering for rectification and replacement work to the bearing brasses and whitemetal, originally undertaken at Llangollen which has been found to be of unsatisfactory quality. Similar work is required on the Radius Rods and Union Links. The Coupling Rod Knuckle Pins which join the Front and Rear Rods are also being replaced as we are unable to obtain any material specifications for the parts previously supplied. The cost for all this work is included in our claim from Llangollen Railway Engineering.
Reverser
The Cab Reverser Stand parts completed by Harco Engineering are to be delivered to Crewe before the locomotive moves to the West Shed. The final part outstanding is the machining of the female thread in the Nut. This is now at Statfold Engineering for completion.
Crank Pins
The rectification of the Crank Pins has been another frustrating episode, which we hope is now nearing a successful conclusion. The Wheelset was removed from the chassis back in February and dispatched to Multi Tech for new replacement Crank Pins to be fitted. There followed a period of technical discussion during which the staff member who had the right experience to undertake the work was taken ill. This turned into a long term period off work, so we started looking at alternative ways to rectify the error in the keyway. After several iterations of meetings and drawings passing between our CME, Multi Tech and out VAB, we came up with a suitable method to repair the keyways. The existing Crank Pins have a shaped slot machined into the end to accept an insert. This insert will be held both by the outer shape and be screwed into the Crank Pin. Once in position the keyway slot for the Return Crank will be machined in situ to the correct dimensions. All the drawings have now been prepared and a timescale for early completion is being agreed.
Combination Levers
The original Outside Combination Levers acquired from parts obtained from scrapped Jubilee class locomotive at the end of steam in the late 1960’s have been examined and deemed as not fit for re-use. We have sent drawings out for quotation from several suppliers and aim to issue the order for new parts in the next couple of weeks.
Boiler
Away from Crewe progress on the Boiler assembly is making good progress. Following the fitting of the barrel to the Firebox assembly, the HBSS team have riveted the dome to the boiler top. Investigations are now being made with regard to fitting the ex 8F regulator into the dome and installing the operating gear.
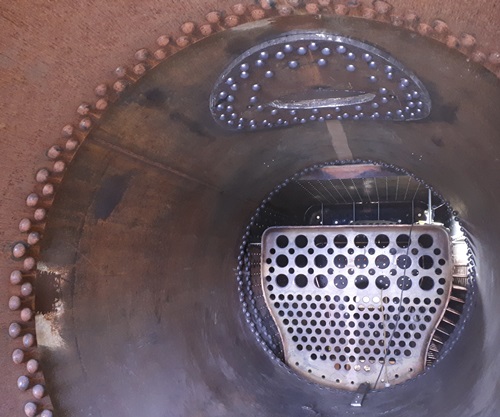
An interior view of the boiler. The Inner Firebox can be seen at the far end with the Dome doubling plate riveted into the top of the barrel. Photo – Kevin West
We are now also looking at the main steam pipe with regard to the existing regulations, safety standards and material availability.
The team at HBSS as now working on the installation on the Firebox Stays, almost 2000 of them. The stays are fitted primarily to the flat sections on the firebox. They are threaded each end and are screwed into the Inner and Outer Firebox plates. The sizes and location of the stay pattern is calculated to ensure the plates do not deflect when subjected to the boiler working pressure.

A view of the left side of the Firebox with most of the Stays installed. Photo – Kevin West
Prior to the start of installation and following the retirement of our previous boiler inspector, we have had to undertake an amount of re-assessment of the design of the boiler for our insurance company. Once again this has entailed supply of detailed drawings to be assessed and calculations made to establish the boiler design is sound and compliant with today’s regulations. One area that has come under investigation is the firebox stay material. In the early days of the project, when our fundraising abilities where unknown our boiler inspector had suggested using an accepted stay pattern for each of the sides, front and back of the firebox, of a number of rows of copper stays across the top and vertical edges with steel stays in the centre. This would be a much cheaper option than all copper as originally fitted and in line with many locomotives in use today. This was calculated and agreed as safe. Recently this decision has been questioned by the current staff at our insurance company. We then asked about fitting Monel metal stays across the whole firebox, which although more expensive initially are much more robust in work and actually cheaper over the life of the boiler. This was rejected by the boiler inspector due to no proof that any original Patriot boilers were ever fitted with Monel stays. We have therefore had to return to the original design and use copper for all the stays.

A selection of Firebox Stays ready to install. Photo – Kevin West
To fit each stay requires the holes in the plates, one in the outer steel firebox and the other in the copper inner firebox to be drilled perfectly in line, then opened out by successively drilling 3 times with increasingly larger drills to get to just under the required size. The holes are then reamed 3 times to open them out to exactly the correct size for tapping the thread. The threads in the 2 plates must be exactly in pitch otherwise it is impossible to screw in the threaded stay. At present a little over half these stays have been fitted and most of the rest are in stock or on order. The purchase of these copper stays has brought our treasurer out in cold sweats on a couple of occasions, although we have assured him that the end is near and the bank account can recover slightly!
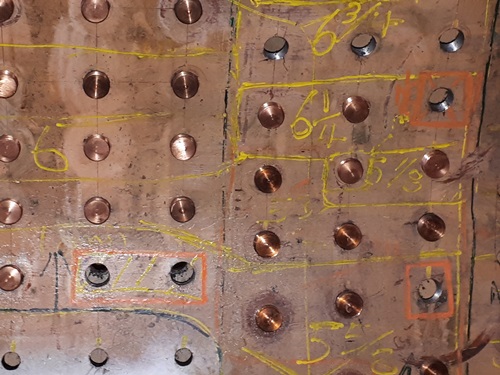
A view of the Firebox side showing the plate marked up with the correct length of stays required. Photo – Kevin West
Also being manufactured at present are the internal pipework mounting trays and supports. All the pipework for the internal pipe runs has been purchased and is on site for when it is required.
As well as the stays around the Firebox there are also ten Longitudinal Stays that run from the Backhead to the Front Tubeplate. These are basically steel rods with forged ends that are machined and threaded. The rear end is threaded into the Backhead and secured with a nut on the outside. The front end fits into a plain hole in the Tubeplate and held by Nuts both side of the plate. Originally these were single pieces of steel, 24’ 4 ½” long. Unfortunately, we are now unable to get a single piece of material that length without paying a hefty premium. The original cost quoted for the material and machining required was just under £1000 each. It then went up to almost £8000 each as the material had to come from a specialist supplier to get the length required! By changing the design and using a Stay that was made of two pieces with a joint inside the boiler we could bring the price back down to £1000 each, despite being extra parts and more machining! But, there is always a but!. We had to get the design change approved by the boiler insurance company, despite this being a standard practice in locomotive boilers. This has been completed so we can proceed with a jointed stay design. Subsequently we have found another locomotive group has a boiler insured by a different company than is insuring ours, had a similar problem that was resolved by welding the 2 pieces of material together the create a single stay of the required length. We are waiting for this loco group to provide us with copies of the approval documents they have for this procedure, although this may take some time due to the holder being in the middle of a house move. We have discussed this method with our insurance company and they do not see an issue to using it subject to going through the required checks. Whichever way we go it is still a saving of £70,000 over using a single piece of material!

A view of the boiler with the Tubeplate in the foreground. Photo – Kevin West
Castings for Heritage projects
Away from HBSS we are making progress on the manufacture of the Superheater Header. The pattern was started some time ago, but progress was stopped due to questions and uncertainty from the foundry. In the middle of last year our pattern makers were contacted by the Welshpool & Llanfair Railway about a Header they needed for their 0-8-0 Sir Drefaldwyn. The discussions which followed between our CME, the pattern makers and the foundry resulted in a number of small modifications to the original design to aid the casting and improve the chances of obtaining a sound casting the first time.

The pattern for the Superheater Header casting. Photo – Kevin West
The main issue with castings for heritage projects is that we are looking for just one or two castings, where in the past locomotives were built in batches of a number of units. The locomotive works would have their own pattern shop to make the traditional wooden patterns and core boxes and a foundry that was producing hundreds of castings each week. The staff in these works had extensive experience on producing the parts required and any scrap casting were simply return to the melting pot for re-use.
We are now in a totally different environment. We are asking the foundries to produce quite complicated castings, correct first time from a polystyrene pattern, which usually gets destroyed during the casting process. A failure, for whatever reason, means a new pattern is required.
On a Superheater Header the steam from the boiler passes through the ‘wet header’ into a number of chambers, into which the Superheater Elements are fitted. The steam passes through these elements which run inside the large Superheater Flues in the Boiler. This is where the steam is dried by the hot gasses from the fire. The steam leaves the other end of the Elements into the ‘dry header’ chambers which are interlaced with the wet header chambers, and then out of 3 outlets to the cylinders. I hope the attached cutaway cad image illustrates the arrangement.
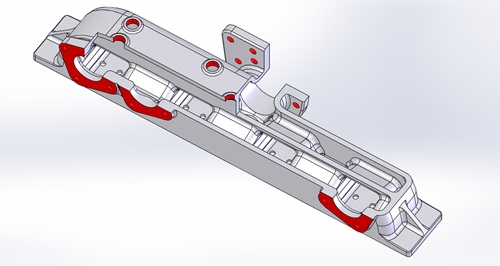
A cutaway cad image of the Superheater Header. Steam enters from the boiler at the rear through the large central hole into the ‘wet header’. This runs across the back of the header with lower fingers down to where the elements are fitted. Across the front runs the ‘dry header’ with its fingers interlaced with the wet header. Image – Kevin West
The outer shape of the casting is relatively easy to produce, it is the inside complicated shapes and the relationship between them which is the difficult part. On the cutaway view can be seen 4 of the 7 stabalising holes for the cores that have been added to aid the casting process at the request of the foundry. These holes will be tapped and filled with plugs on completion.
Ashpan
We have copies of the original drawings for both the designs of ashpan fitted to the Patriot. The parallel boiler engines, like 5551 had a simple pan with damper doors at the front and back. It also originally had another pair of doors either side of the trailing axle, but these were welded up at some stage in the locomotives life. The fire grate was made up of three sections of bars all sitting on fixed brackets. The 18 Rebuilt Patriots fitted with the type 2A boiler in the 1940’s had a more modern design hopper ashpan with bottom doors to empty the ash. The fire grate was of a more modern design which included a rocking grate.
We have discussed the merits of both styles on ashpans and grates with several locomotive owners to gain their experience and comments before we make a decision on what to fit to 5551. Like all things there are pro and cons with both designs and varying thoughts on what we should do. The present line of thought is we should fit the original design.
Boiler Fittings
We are also working on assembling the drawings and details for the boiler fittings we require. These include all the backhead fittings and the Safety Valves.

A Safety Valve from Crab No.13065 at East Lancs Railway. Photo – Kevin West
The major problem is a lack of drawings for the fittings used on the Patriots. Only one original drawing has been found. This is for the combined Sanding and Blower Valve.

Blower & Sanding Valve from Crab No.13065 at East Lancs Railway. Photo – Kevin West
We are now in the middle of contacting all the owners & operators of Fowler class locomotive to enquire what patterns and drawings they may have for similar parts that will enable us to produce the drawings and get our fittings made. There are a number for related locomotive running now that were restored from scrapyard condition several decades ago which required these fittings. Some we know acquired ex BR parts saved at the end of steam, but some must have been made new and would have required patterns and drawings. The current owners and operators are non-necessarily the same people that restored these locomotives so has the information been transferred with the locomotives?
The Drivers Brake Valve from Crab No.13065 at East Lancs Railway. Photo – Kevin West
The East Lancashire Railway have been very helpful and have a number of patterns that will be of use to us. Their Crab No.13065 is presently stripped for major boiler work and the fittings are available for us to examine. The Tyseley Locomotive Works saved a number of patterns from the Science Museum store at Swindon a few years ago and we are to arrange for a visit to see if we can identify anything that could be of use.

The Injector Water Valves & Clack Boxes from Crab No.13065 at East Lancs Railway. Photo – Kevin West
This work will take some time to arrange and work through and will be a task that someone with basic engineering knowledge could help us with by making contact with these owners and asking the questions and following up their replies. If anyone is interested in helping please can you contact the office.
As this report is being written we have been contacted by a member of the group involved in looking after 7F 2-8-0 53809 informing us they have a number of drawings related to the fittings that were made for their locomotive. We will be following this up over the next few weeks.
Main Line Running Gear
A meeting has been arranged with one of the suppliers of the electronics we require to fit for running on Network Rail, to understand what is required, what locations the equipment is needed to be located and plan the installation.
Tender Chassis
Work has continued at Leaky Finders on the refurbishment of the Tender chassis. The replacement Drag Boxes to the original riveted design are progressing well. Work has also been progressed on the axlebox Horn Guides. We have finally managed to establish the required clearances between the guides and Axleboxes which will provide the correct position for the guides on the frames.
Tender Tank Design
Following the meeting regarding the Main Line Running gear we will be able to finalise the design of the Tender Tank and place the order for the tank manufacture.

